 |








焊丝标准 AWS E71T-1 GB/ E501T-1 | 化学成分% | ||||
C | Mn | Si | S | P | |
牌号 E71T-1/E71T-1C | ≤ 0.12 | ≤ 1.75 | ≤ 0.90 | ≤ 0.03 | ≤ 0.03 |
选择所需牌号--例如E71T-1,E501T-1
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 15kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
施焊工件应做除油、除锈处理
焊接时,气体流量一般在20~25L/min
药芯焊丝焊接时,干伸长度应为15~25mm
焊丝库房的湿度应保持在小于60%
非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年
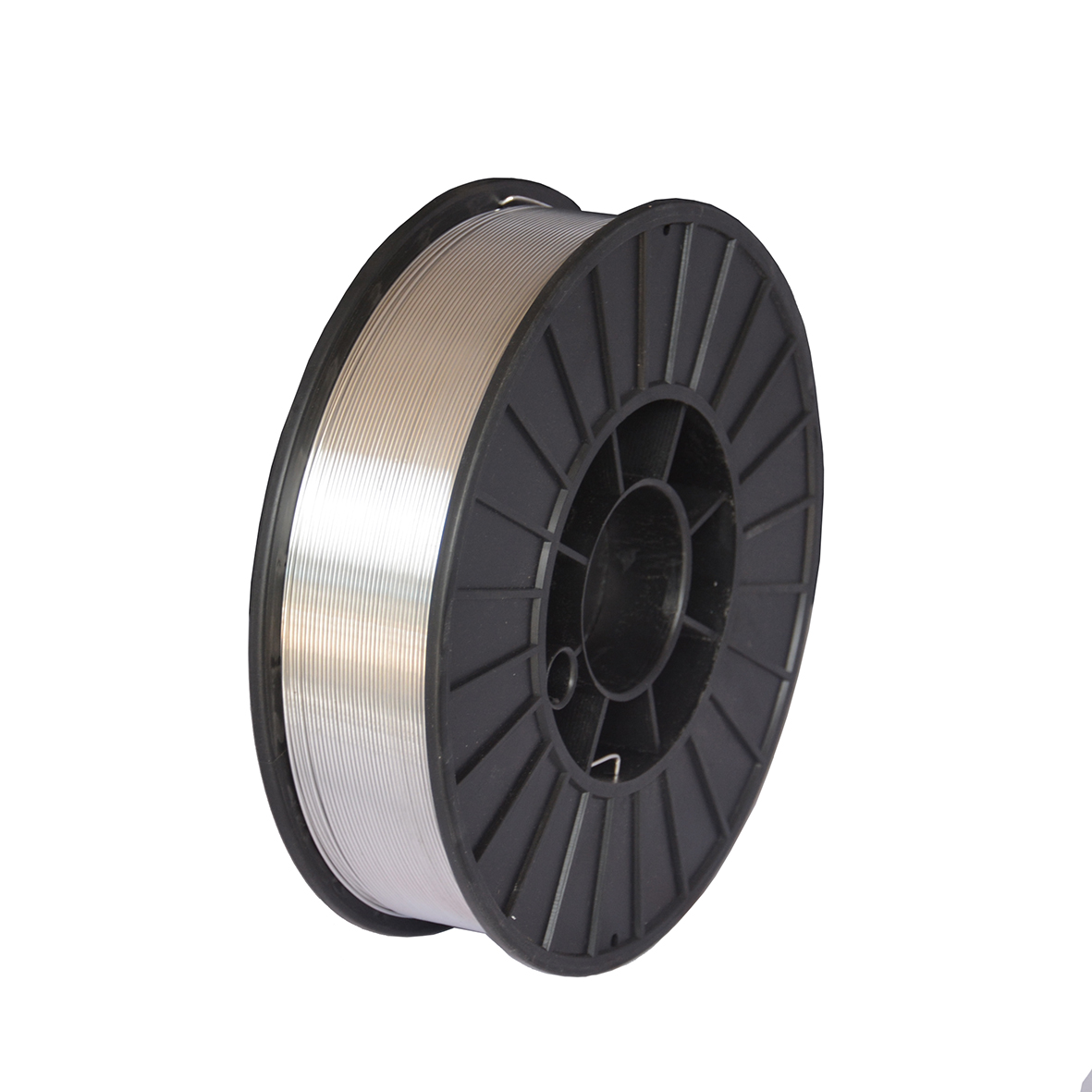
种类 | 盘丝 (MIG) | ||||||||
规格(MM) | 0.8、0.9、1.0、1.2、1.6 | 包装 | S100/1kg S200/5kg S270,S300/15kg-20kg | ||||||
X射线探伤要求: Ⅱ级 | 熔敷金属扩散氢含量(色谱法或水银法):≤10ml/100g | ||||||||
熔敷金属 力学性能 | 屈服强度 (Mpa) | 抗拉强度 (Mpa) | 延伸率 (%) | AKV Impact Energy(J) -20℃ | |||||
≥ 390 | 490 ~ 670 | ≥ 22 | ≥ 27 | ||||||
MIG 焊
焊接电流A | 焊丝直径(MM) | 1.0 | 1.2 | 1.4 | 1.6 | ||||
平焊 | 80 – 250 | 120 – 300 | 140 – 400 | 180 – 450 | |||||
向上立焊、仰焊 | 120 – 260 | 150 – 270 | 180 – 280 | ||||||
向下立焊 | 200 – 300 | 220 – 300 | 250 – 300 | ||||||
横焊 | 120 – 280 | 150 – 320 | 180 – 350 | ||||||
E71T-1药芯焊丝厂区环境展示

E71T-1药芯焊丝用于抗拉强度≥490MPa的碳钢和低合金结构钢的结构件焊接,最为广泛地用于造船、机械制造、压力容器、锅炉、石油机械、化工机械、起重机械等重要结构的焊接。


焊丝标准 AWS E71T-1 GB/ E501T-1 | 化学成分% | ||||
C | Mn | Si | S | P | |
牌号 E71T-1/E71T-1C | ≤ 0.12 | ≤ 1.75 | ≤ 0.90 | ≤ 0.03 | ≤ 0.03 |
选择所需牌号--例如E71T-1,E501T-1
选择盘装丝所需规格--0.8mm / 0.9mm / 1.0mm / 1.2mm/ 1.6mm/ 2.0mm
选择盘装丝包装方式--0.5kg / 1kg / 5kg / 15kg / 20kg
产品应置于通风、干燥及酸、碱、油介质隔离的地方存放
施焊工件应做除油、除锈处理
焊接时,气体流量一般在20~25L/min
药芯焊丝焊接时,干伸长度应为15~25mm
焊丝库房的湿度应保持在小于60%
非真空包装焊丝存放时间不宜超过半年,真空包装焊丝存放时间不宜超过一年
种类 | 盘丝 (MIG) | ||||||||
规格(MM) | 0.8、0.9、1.0、1.2、1.6 | 包装 | S100/1kg S200/5kg S270,S300/15kg-20kg | ||||||
X射线探伤要求: Ⅱ级 | 熔敷金属扩散氢含量(色谱法或水银法):≤10ml/100g | ||||||||
熔敷金属 力学性能 | 屈服强度 (Mpa) | 抗拉强度 (Mpa) | 延伸率 (%) | AKV Impact Energy(J) -20℃ | |||||
≥ 390 | 490 ~ 670 | ≥ 22 | ≥ 27 | ||||||
MIG 焊
焊接电流A | 焊丝直径(MM) | 1.0 | 1.2 | 1.4 | 1.6 | ||||
平焊 | 80 – 250 | 120 – 300 | 140 – 400 | 180 – 450 | |||||
向上立焊、仰焊 | 120 – 260 | 150 – 270 | 180 – 280 | ||||||
向下立焊 | 200 – 300 | 220 – 300 | 250 – 300 | ||||||
横焊 | 120 – 280 | 150 – 320 | 180 – 350 | ||||||
E71T-1药芯焊丝厂区环境展示
E71T-1药芯焊丝用于抗拉强度≥490MPa的碳钢和低合金结构钢的结构件焊接,最为广泛地用于造船、机械制造、压力容器、锅炉、石油机械、化工机械、起重机械等重要结构的焊接。





